



«Если вы не используете сегодня возможности 5-осевых станков, то вы просто отстаете от других».
Эффективность, гибкость и быстрая адаптация – это крупнейшие вызовы и гаранты устойчивости современных мастерских по резке металла. И действительно, современные классические станки предлагают возможности принять эти вызовы. Но имеются также технологии, которые позволяют не только принимать вызовы, но и вывести всю обработку на совершенно новый уровень. 5-осевые фрезерные станки – теперь это не только вотчина крупных, мощных и богатых концернов.
Многие даже не хотят думать о замене имеющихся работающих станков. Довольно распространен встречный аргумент, что у нас нет работ для 5-осевых станков. В промышленности сформировалось мнение, что 5-осевой станок нужен только для изготовления лопастей ветряных генераторов или сложных деталей самолетов. В действительности пройти обновление мастерские побудила как раз обработка 3+2.
Обработка 3+2, или 5-сторонняя обработка означает, что у деталей имеется существенно меньше позиционирований. Это, в свою очередь, означает, что для каждой обрабатываемой стороны не требуется делать отдельной настройки. Уменьшается опасность производства брака – каждый раз, когда заготовку требуется снимать с держателя, увеличиваются отклонения и сложнее достичь критических допусков. Помимо этого, увеличивается вероятность неправильного позиционирования.
Представьте себе ситуацию, когда готовая деталь требует, например, шесть разных позиционирований между тисками и ошибка возникает на 2-м позиционировании, а обнаруживается только после изготовления детали при измерении. В общем случае такую катастрофу исправить невозможно. Мастерская израсходовала много времени и денег, но произвела по существу металлолом.
Помимо повышения эффективности и уменьшения брака, важно быть гибким и быстро адаптироваться. Наукоемкая промышленность все сильнее движется в сторону производства Just-In-Time – это означает, что изделия заказываются непосредственно до того, как они в действительности будут нужны.
Мы представляем три наиболее распространенных версии 5-осевых станков и объясняем, что следовало бы знать, выбирая между ними.
Integrated trunnion table
или интегрированный стол с 2 осями вращения
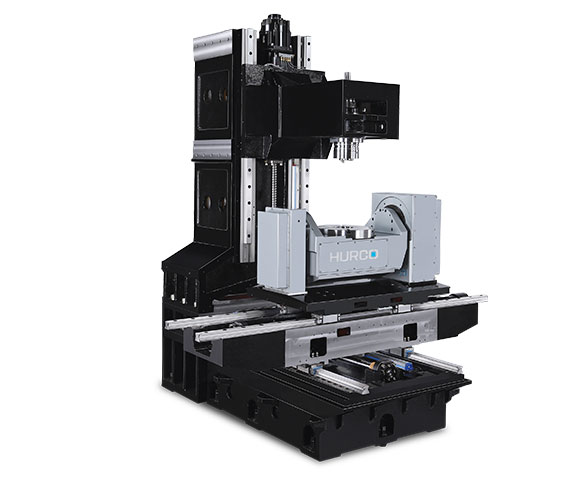
Это наиболее распространенная версия 5-осевых станков в мире. Большинство операторов и настройщиков знакомы с этой конфигурацией. Как правило, такое решение используется именно для поворота заготовки в желаемое стационарное положение. Поворотный стол обеспечивает лучший доступ, например, к нижней стороне детали, и поскольку шпиндель зафиксирован, то в определенных случаях такая конфигурация стабильнее. Особенно при больших силах реза. Данный станок не предназначен для обработки больших и тяжелых деталей.
Выбирая станок с поворотным столом, особенно важно знать, детали какого размера на нем будут изготавливаться. Здесь не действует логика «чем больше, тем лучше». Целью должно быть выполнение всех трех пунктов:
- По возможности короткие инструменты и держатели инструментов
- Избегание аварий шпинделя станка, поворотного стола и вертикальной колонны
- Достаточное движение осей Y и Z относительно детали со всеми положениями поворотного стола
Приведенные ниже фото иллюстрируют важность этих трех целей!
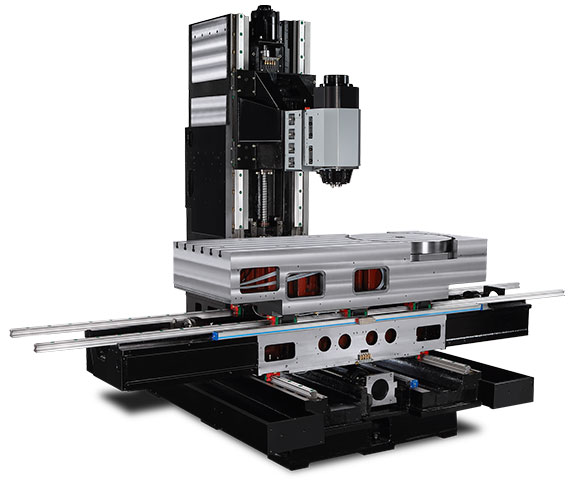
Traveling column, cantilever
или со стационарной осью X-Y
Наибольшим преимуществом у варианта этого типа по сравнению с предыдущим является увеличенная жесткость. Поскольку стол закреплен непосредственно на станине машины, он более стабилен. Это, в свою очередь, означает, что станок точнее и повторяемость размеров лучше.
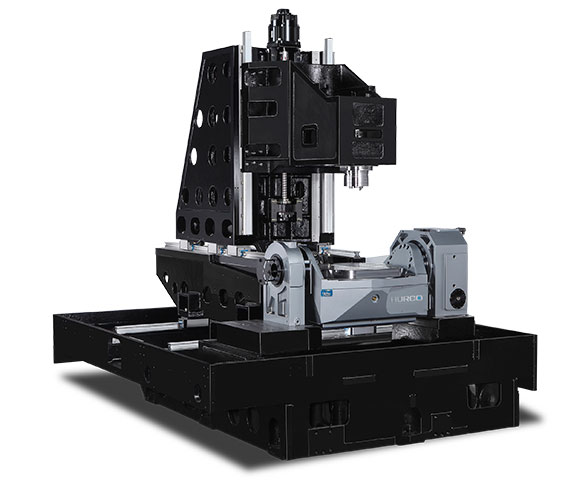
Swivel head with rotary table
или поворотная головка вместе с поворотным столом
Это менее распространенная конфигурация 5-осевых станков. Преимуществом такого решения является возможность обрабатывать более крупные и тяжелые детали. Помимо этого, данный вариант более гибкий, то есть позволяет одновременно обрабатывать на одном краю стола, например, 3-осевую деталь и на поворотном столе 5-осевую деталь. Поворотный стол можно использовать также для установки стойки с держателем, или так называемого «надгробного камня» – в таком случае станок можно использовать также как центр горизонтальной обработки. Вероятность непосредственных аварий шпинделя, корпуса и рабочего стола несколько меньше, чем у вышеупомянутых станков. Поворотная головка позволяет при горизонтальной обработке также лучшее удаление стружки.
Вариант данной модели и размера стола проще и больше похож на 3-осевые станки. Особенностью является ход X-оси в ситуациях, когда поворотная головка повернута на 90 градусов относительно детали и следует учитывать размеры детали, рабочих инструментов и поворотной головки. См. фото ниже.
Продуктивность эстонской промышленности ниже среднего показателя по Европе. За последние годы мы, конечно, набрали обороты, но сделать предстоит еще много. Очень много!
Одна из причин, почему мы не достигаем западноевропейского уровня, как раз и заключается в том, что мы не используем своевременно правильную технологию или хотим делать слишком много ручной работы. Наша склонность к техническим новинкам могла бы быть лучше. То же самое и с 5-осевыми станками. В Эстонии это относительно новые вещи, тогда как в других странах Европы и США они уже давно широко используются. Как сказал один клиент HURCO за океаном, «если вы не используете сегодня возможности 5-осевых станков, то вы просто отстаете от других».
Выбирая 5-осевой станок, следует взвесить как можно больше факторов и перспектив, чтобы избежать неприятных сюрпризов при настройке работ. Немного планирования поможет в итоге сэкономить много нервов и денег.
Тоомас Таммер
Venten OÜ
+372 5353 4964
Использованные материалы:
The Power Of FIVE | The Definitive Guide to 5-Axis Machining – Michael Cope
www-5-axis.org